



 更新時間:2025-5-15 點擊:387次
更新時間:2025-5-15 點擊:387次一、安裝前準備
1.材料檢查
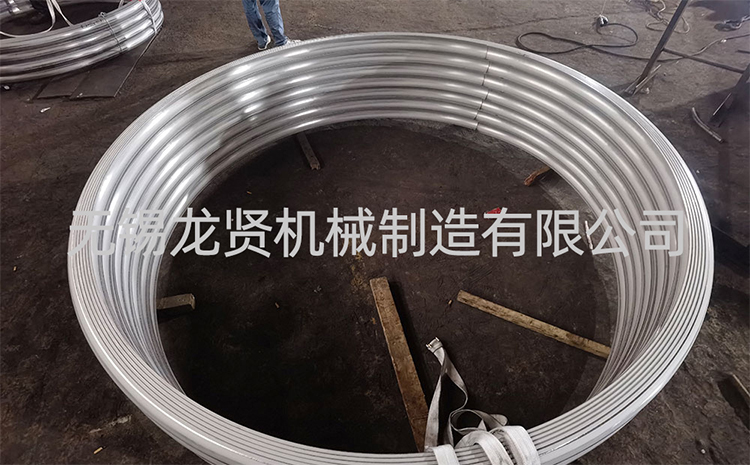
確認半圓管材質為Q235B或20#碳鋼,檢查表面無裂紋、砂眼等缺陷。
測量半圓管曲率半徑與反應釜外壁弧度匹配度,偏差不超過±2mm。
2.工具準備
準備彎管機(用于現場弧度調整)、氬弧焊機、角磨機等工具
配備紅外線水平儀(精度0.1mm/m)用于垂直度檢測
3.基體處理
反應釜外壁待焊區(qū)域需打磨至Sa2.5級清潔度,氧化皮和油污
劃出管排定位線,間距誤差控制在±3mm以內
二、安裝工藝流程
1.定位固定
采用臨時卡具將半圓管初步固定在反應釜外壁,間距均勻(通常150-300mm)
使用塞尺檢查半圓管與釜壁間隙,確保≤0.5mm
2.焊接作業(yè)
采用GTAW打底+SMAW填充的焊接工藝,先焊縱縫后焊環(huán)縫
焊接電流控制:2.5mm焊條90-110A,3.2mm焊條120-140A
每300mm焊縫留30mm不焊,采用跳焊法減少變形
3.質量檢驗
焊接完成后24小時進行PT檢測+20%RT抽檢
水壓試驗壓力為設計壓力的1.5倍,保壓30分鐘
三、關鍵控制要點
1.熱輸入控制
層間溫度控制在150℃以下,避免碳鋼晶粒粗化
采用小電流多道焊,單道焊縫寬度≤3倍焊條直徑
2.變形
安裝防變形支撐架,在焊接過程中實時監(jiān)測變形量
采用對稱焊接順序,先焊內側再焊外側焊縫
3.防腐處理
焊后立即涂刷無機富鋅底漆(干膜厚度≥80μm)
外表面需做3PE防腐處理(總厚度≥2.5mm)
四、注意事項
1.高空作業(yè)
搭設符合GB51210-2016標準的腳手架
使用雙鉤帶,錨固點承載力≥15kN
2.焊接防護
配置強制排風系統,確保作業(yè)區(qū)風速0.5-1.0m/s
焊工需佩戴自動變光面罩(遮光號9-13)
3.壓力測試
試壓時50m半徑內設置警戒區(qū)
采用分級升壓方式
安裝完成后應形成完整的質量記錄文件,包括材料質保書、焊接工藝評定報告、NDT檢測報告等。半圓管系統投入使用前需進行熱態(tài)調試,逐步升溫至工作溫度并檢查有無泄漏。
消息")